






























服务热线
400-116-4888
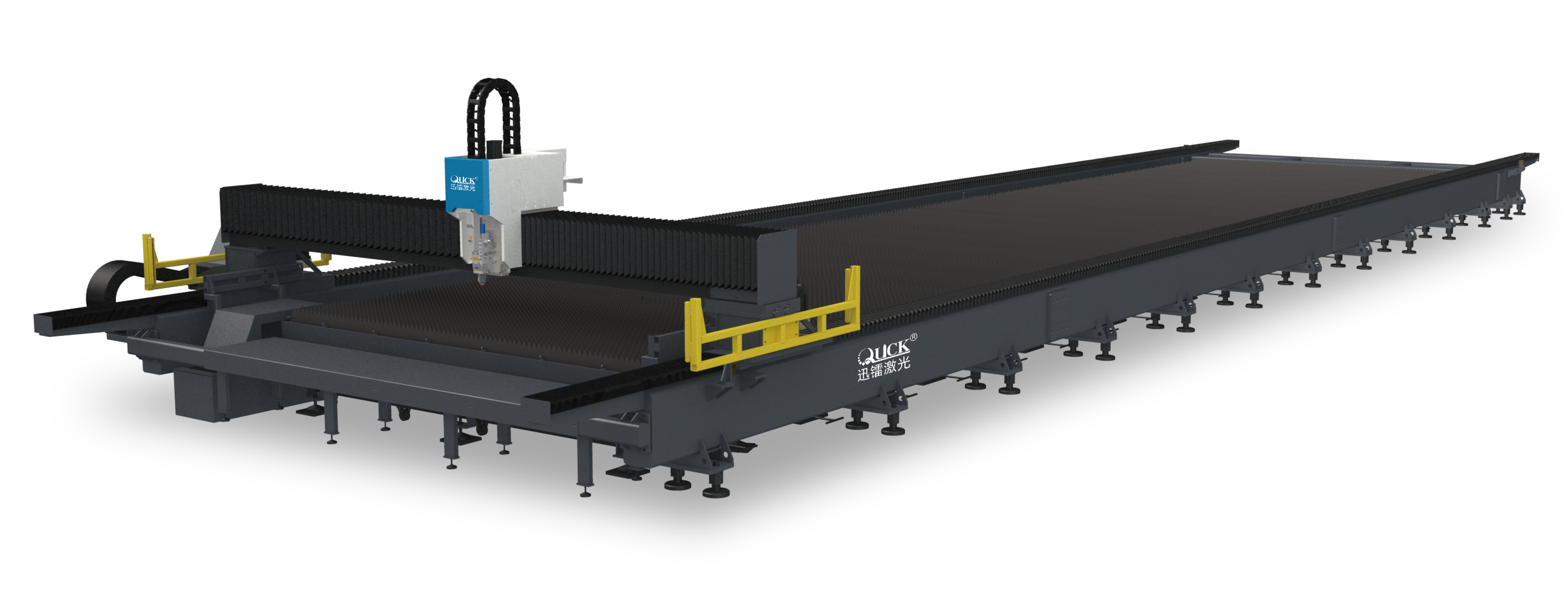
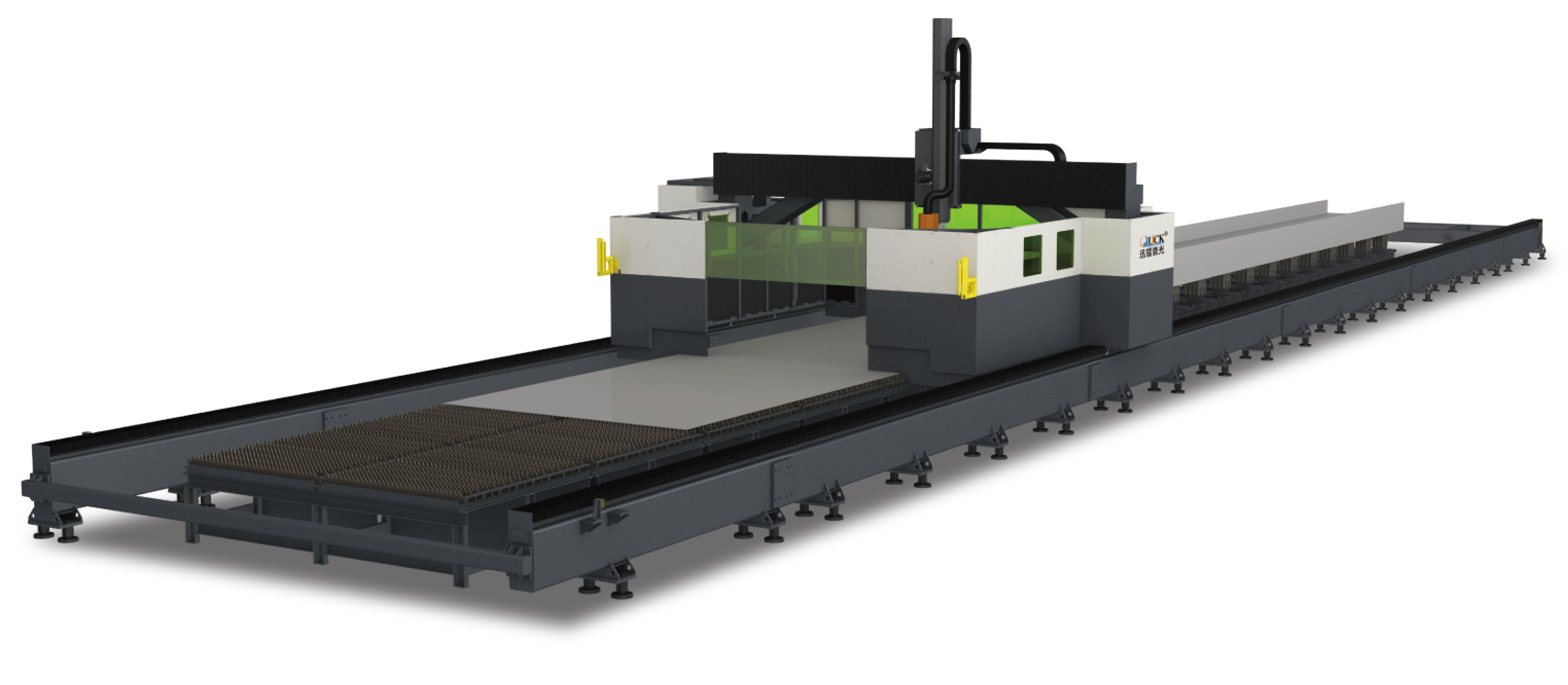
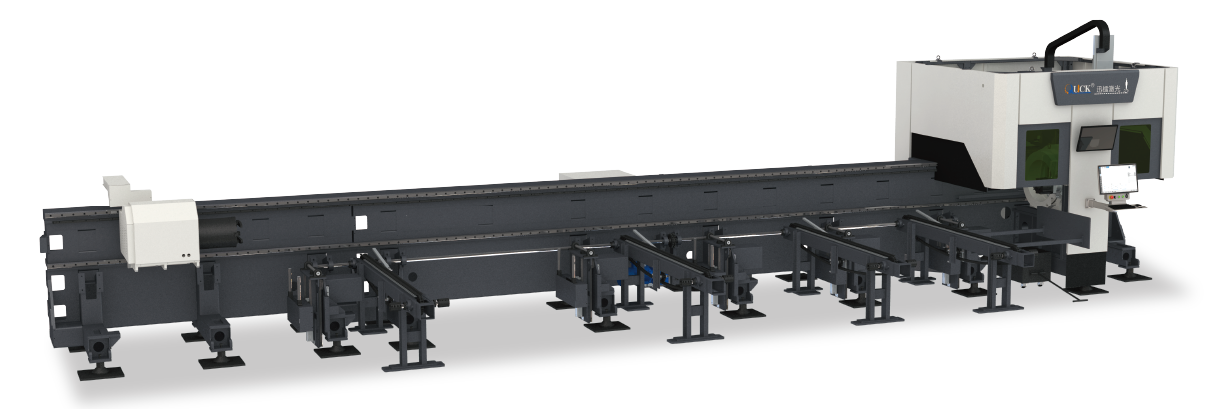
GI系列
超高速光纤激光切割机


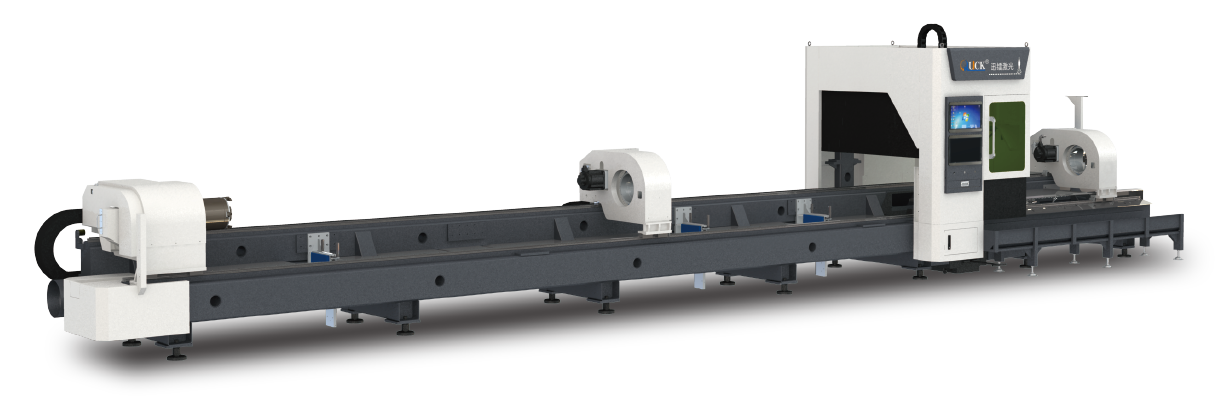
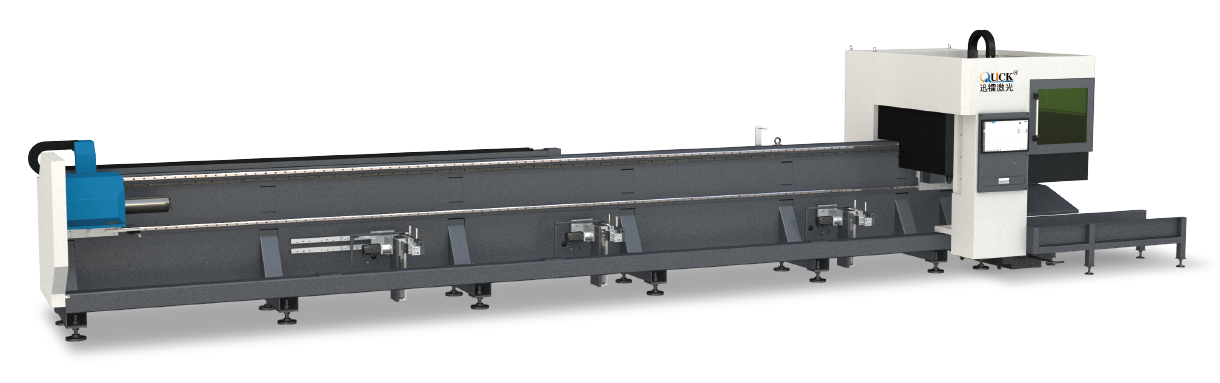
迅镭激光坡口光纤激光切管机作为管材加工领域的高精度装备,其切割质量直接决定后续焊接拼接精度与工件整体性能,广泛应用于造船、工程机械、电梯制造等关键行业。针对行业常见的切口挂渣、坡口角度偏差、表面粗糙度超标等问题,结合迅镭激光设备的结构设计与技术优势,从设备核心系统、智能参数匹配、辅助协同优化三大维度拆解根源,提出专属解决方案,确保加工质量稳定可控。
一、优化激光系统状态,依托核心技术保障能量精准传递
激光能量传递异常是切割质量下降的核心诱因,而迅镭激光凭借自主研发的自动对焦切割头与高精度光学系统,从硬件设计到维护流程形成全链条保障。若激光头镜片污染、聚焦镜位置偏移,会导致激光能量分散,造成管材熔化不充分。解决方案需结合设备特性:
建立适配迅镭设备的定期清洁机制:每周拆卸激光头保护镜、聚焦镜,采用无尘布蘸取无水乙醇轻柔擦拭,去除粉尘与熔融金属残留;重点检查迅镭定制高精度镜片是否有划痕或裂纹,破损后需更换同型号原厂配件,确保光学系统性能一致。
利用自动对焦功能校准焦点:迅镭切管机搭载的自动对焦切割头可适应不同材质与厚度,通过软件控制自动调整至最佳切割距离;若试切时出现 “V 型” 凹槽或边缘熔化过度,可借助设备的焦点微调功能,配合智能总线控制系统的实时状态显示,精准定位焦点位置,提升能量利用率,避免挂渣与粗糙切口。
二、精准匹配智能参数,适配管材特性实现定制化切割
加工参数与管材特性不匹配是引发坡口角度偏差、切口变形的主要原因。迅镭激光依托智能工艺数据库与多型号设备的应用沉淀,提供针对性参数优化方案,适配圆管、方管、异型管及厚壁 / 薄壁管材加工需求:
厚壁管材加工(如船用厚管):选用迅镭 P 系列重载型切管机(最大承载 2000KG),适当提高激光功率(最高可达 12000W)、降低切割速度,借助设备的 360° 无限回转切割头与 ±45° 摆动功能,确保坡口深度与角度精准达标,满足后续焊接无缝对接要求。
薄壁管材加工(如电动车车架):使用迅镭 L 系列轻载切管机,减少连续高温对管材的热影响;利用设备全密封卡盘的恒定夹持力(夹持精度 0.1mm),避免切口边缘变形。
智能参数验证:每批次加工前,通过迅镭自带的套料软件快速生成测试程序,切割样品后检测坡口角度与表面粗糙度,结合设备内置的工艺数据库动态调整参数,直至完全适配管材特性。
三、强化辅助系统协同,依托设备结构优势优化加工环境
迅镭激光切管机的三卡盘结构、智能冷却系统、高纯度气体适配设计,为辅助系统稳定运行提供硬件支撑,针对定位、冷却、气体三大核心模块优化如下:
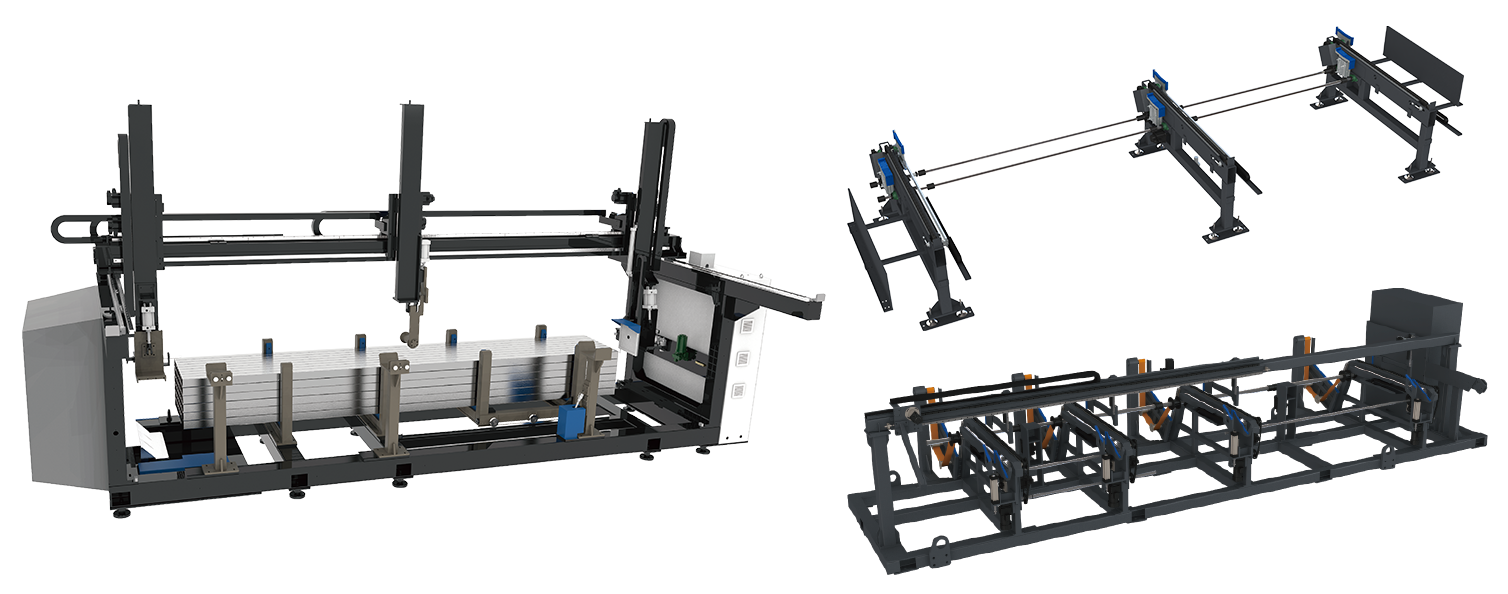
定位系统优化:借助迅镭行业创新的前、中、后三卡盘结构与 3 组独立伺服随动支撑,有效防止管材甩动;定期检查复合卡盘的滚轮夹持部件,更换磨损配件,通过定心机构校准功能确保管材轴线与切割头运动轨迹平行,杜绝坡口角度偏差。
冷却系统维护:清理迅镭定制冷却水箱的专用滤网,补充原厂指定冷却液,保障冷却系统循环效率,避免激光头因高温影响稳定性;利用设备综合诊断功能,实时监控冷却系统状态,快速发现并排除故障。
气体系统升级:选用纯度≥99.99% 的高纯度辅助气体,配合设备预留的干燥过滤器接口加装净化装置,去除水分与杂质;针对迅镭零尾料切割技术的特点,优化气体喷射角度,减少切割面氧化与挂渣,确保切口光滑无毛刺。
四、日常运维与长效保障
结合迅镭激光设备的智能化特性,建立专属运维体系:
依托智能总线控制系统,记录设备运行数据与维护记录,形成设备维护台账,定期提醒镜片清洁、卡盘校准等关键节点。
持续完善工艺数据库,将不同管材(方管、圆管、椭圆、异型管等)的最优参数存储至设备系统,后续加工直接调用,减少试切时间。
总之,解决迅镭激光坡口光纤激光切管机的切割质量问题,需充分发挥设备的结构优势与智能功能,从激光系统、加工参数、辅助系统三方面协同发力。通过定制化维护流程与动态参数优化,结合迅镭在重型切管、中载、轻载型切管领域的技术沉淀,可实现切割精度 ±0.1mm、综合效率提升 20% 的加工目标,为各行业客户提供稳定、高效的管材加工解决方案。



